Fixtures & Tooling Case Studies
Stryver is a recognized leader in robotic and manual weld fixture design and production. Whether your need is for a simple manually operated fixture or a fully automated robotic welding fixture, Stryver can provide you with a high-quality solution. Our welding fixtures are built for the long haul. We listen to your needs. We use expertise gained from over 25 years of finding optimal solutions for our customers. Together with you, we design and build a system that will improve the efficiency of your processes, save you money over the life of the program, and maintain a safe environment for your employees.
Our fixturing strategies ensure that precision can be achieved on every part, even with the tightest specified tolerances. In a welding environment, your biggest enemy is weld spatter. At Stryver, we design and build the best permanent weld spatter protection into each of our weld fixtures. This includes the use of copper tubing for air lines and fixture details that are specially coated for weld spatter resistance and easy cleaning. Fire resistant sheathing and flexible armored conduit covers the wiring. NEMA enclosures are used for the protection of electrical components. In extreme spatter areas, appropriate exotic materials will be used to maximize performance and minimize cost. Various specialty coatings are used to protect the fixture details. All of these coatings work well when used in the right application. Coating choice is determined by the application and/or customer preference. Application specific, custom designed guards are installed on nearly every fixture we deliver.
With extensive experience creating specialized welding fixtures for RSW and GMAW welding applications in manual or automated environments, our team can ensure your processes will be completed as effectively and efficiently as possible. Examples of our work are below:

Arc Welding Tooling Integrated onto Robotic Welding Cell
Do you have a project coming up that will require new automated tooling? The tooling shown above is constructed to be used on a current robotic welding cell that has two headstock positioners on a turntable. The tooling is made to produce (4) welded assemblies every 40 seconds. Each one of the four tooling nests contains five actuators to accurately pin the subcomponents for welding while allowing easy loading and unloading to ensure the operator can meet their cycle time. The base frame (painted black) allows for multiple variations of the tool above, held by the gold anodized aluminum plate, to be interchanged and placed into the cell. Stryver integrators programmed the cell to allow this changeout directly from the cell-mounted PLC. Stryver also plumbed the pneumatic lines with copper plumbing to ensure good wear resistance.


Welding Irregularly Shaped Parts
Many of the parts we weld have complex, hard to constrain geometries which require clever tooling solutions to weld appropriately. Shown above, at bottom, is a recliner bracket, which has strict spatter protect zones as well as welds in areas that require datuming the part directly underneath the welds.
Wires are difficult to constrain accurately because of the lack of holes in which to datum as well as the high level of variability between parts. The tooling shown above, at top, allows the wire to fall naturally into a channel. This allows the wire to be accurately constrained in the X, Y, and Z axes.

Tooling to Arc Weld ISOFIX Wires onto Brackets
Stryver designed and built the tooling shown above and placed it onto a custom fabricated 3-meter spanner frame to be used in a standard robotic welding cell. Due to the quick cycle time and high heat experienced in this welding environment, special precautions had to be taken in the construction of these tools to ensure quick heat dissipation. Because ISOFIX wires are used to allow child car seats to be strapped to a car, they are considered critical components, meaning a defect can result in an A-rank quality issue for our suppliers, which typically results in a 100% check until containment is reached.

Spot Welding Tool
Do you have an existing process in need of improvement? This fixture is designed to weld a lower volume part so it has the ability to roll in and out of the robotic welding cell as needed. Each weld nut on the part assembly is sensed along with each of the subcomponents that make up the part. Part presence sensors and poke-yokes are also present to ensure no welding occurs unless all components are accurately loaded. The tooling details are all painted or black oxide coated aside from the base plate and riser bases. Having a separate tool for this part ensures repeatability, accuracy, and the ability to run multiple part types on their weld cell with minimal change-out.
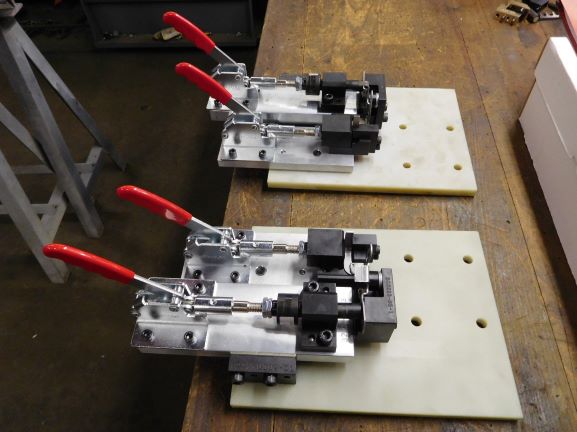
Manual Clamping Tooling Example
The picture above shows a tool with manual clamping to be placed on a pedestal spot welding machine, such as a spot welding machine manufactured by Dengensha or G.E. Schmidt. Although the tool is simple and manual, extreme precision is required to ensure the weld is precisely placed. This required the parts to be accurately datumed and constrained, sufficient torch access for a human welder to access all welds, and easy load and unload conditions.
Manual Welding Tooling Example
Are you in need of an ergonomically efficient manual welding station to ensure all welders are able to work to their maximum potential in an intuitive and fail-proof environment? The tool above is a great example of how to get this done. It was designed specifically for manual welders to weld a prototype automotive component. The tool itself is durable enough to weld hundreds of parts without issue, and accurate enough that the prototype parts can pass an inspection. This is just one example of how a great fixture can help your welding staff perform to the best of their abilities through making accurate parts with accurate welds.

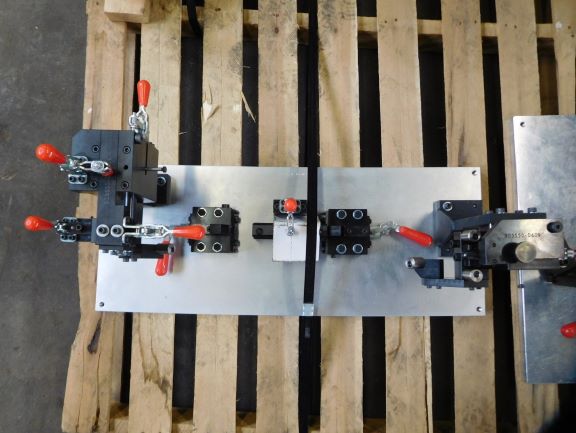
Stryver Tooling Installed onto non-Stryver Fixture
Does your robot cell need a new fixture for a modified process? The tooling inside of the red circle was installed onto a fixture not built by Stryver. In order to complete this tool, Stryver had to reverse engineer parts of the fixture to accommodate the new tool as well as tie the new tool into the fixture’s electrical and pneumatic systems.
Our team realizes that your tooling application will likely have different requirements than any depicted here, so please send our team an e-mail at This email address is being protected from spambots. You need JavaScript enabled to view it. to discuss the right tooling for your company.